



.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)

Dans l’usinage et la finition de l’acier inoxydable, la performance d’une meule diamantée ne dépend pas uniquement de la dureté du diamant. Le point décisif, souvent sous-estimé par les acheteurs non techniques, est la qualité de l’interface entre le grain abrasif et le corps de l’outil. C’est précisément là que le brasage (brasure forte) apporte un saut de résistance mécanique, de stabilité thermique et de constance de coupe—avec des effets mesurables sur l’usure, les arrêts machine et la qualité de surface.
Le brasage consiste à mouiller simultanément le diamant (ou sa métallisation) et le support métallique à l’aide d’un alliage de brasure, afin de former une liaison métallurgique continue. Contrairement à certaines liaisons résineuses ou à des fixations mécaniques, cette liaison est moins sensible au ramollissement local et aux micro-décollements lorsque la zone de contact monte en température.
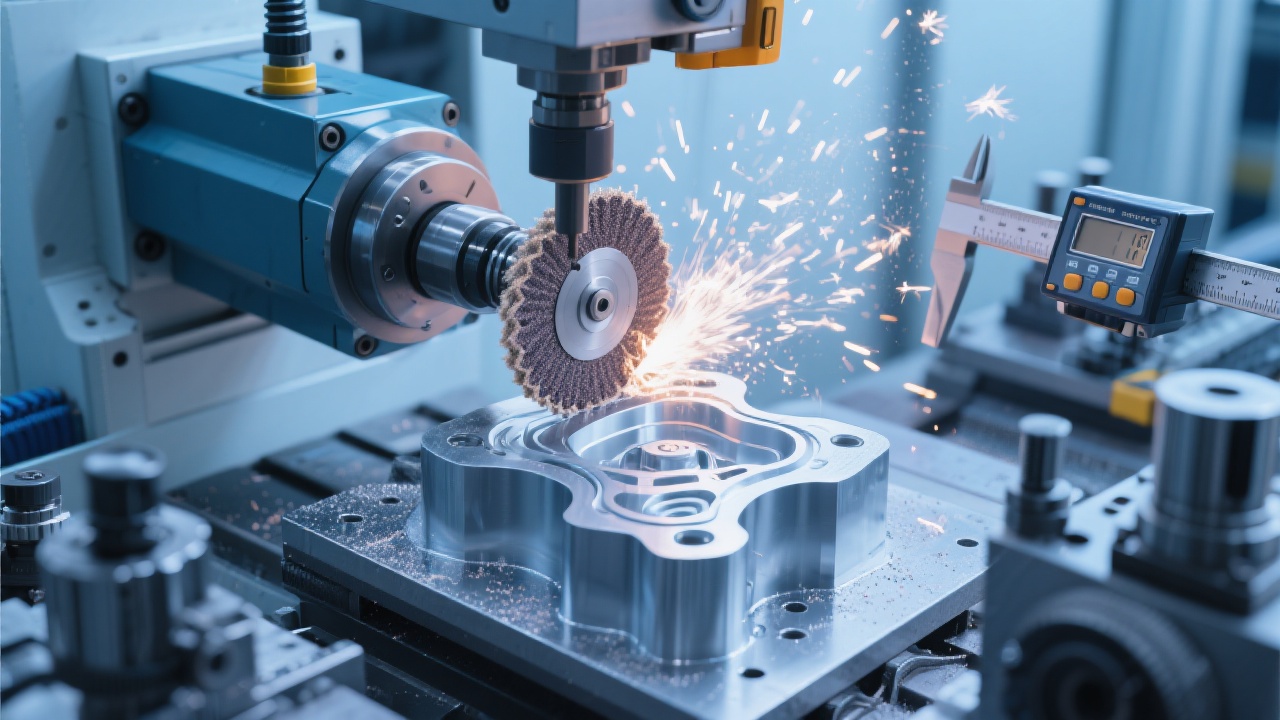
Dans une opération typique sur inox (meulage, ébavurage, chanfreinage, enlèvement de cordons), la chaleur est concentrée. Une liaison plus stable se traduit par une rétention des grains supérieure : moins de grains arrachés, moins de “glazing”, et une agressivité de coupe plus régulière.
Pour une meule diamantée brasée, le choix de la brasure ne se limite pas à “ce qui colle”. Il s’agit d’équilibrer résistance mécanique, tenue en température, mouillabilité et compatibilité métallurgique. Dans l’industrie, on retrouve fréquemment :
En pratique, le “meilleur” choix dépend de votre géométrie de meule, de la granulométrie, de la stratégie d’arrosage, et du niveau d’échauffement accepté. Une sélection rationnelle s’appuie sur des essais d’usure et des contrôles de constance (couple, intensité, Ra).
Sur le terrain, de nombreux échecs attribués au “diamant” viennent en réalité d’un brasage insuffisamment maîtrisé. Trois paramètres pilotent directement la qualité de la liaison :
Trop basse : mauvaise mouillabilité, porosités, zones non jointives. Trop élevée : risques de dégradation locale, contraintes thermiques, et fragilisation de l’interface. Une fenêtre contrôlée vise une fusion complète de la brasure et un mouillage homogène.
Un maintien trop court laisse des défauts de diffusion et des joints hétérogènes. Trop long peut accentuer des réactions non désirées et augmenter la variabilité. Les meilleures pratiques privilégient un profil stable et reproductible, plutôt qu’un “sur-cuisson” compensatoire.
Une atmosphère mal contrôlée favorise l’oxydation et compromet le mouillage. Les procédés sous vide ou sous gaz inerte améliorent généralement la constance des joints et réduisent les défauts invisibles à l’œil nu.

L’inox est un matériau révélateur : il échauffe, il peut coller, et il exige une coupe franche pour éviter la dégradation de surface. C’est dans ces conditions que la différence entre les technologies de liaison devient visible.
En production, les problèmes remontés par les entreprises de transformation d’inox sont souvent similaires : échauffement, vibration, état de surface instable, consommation élevée d’outils, et arrêts pour changement de meule. Une meule diamantée brasée bien conçue améliore typiquement la situation via deux mécanismes :
1) Meilleure tenue des grains sous charge : la coupe reste “ouverte” plus longtemps, avec moins de zones lustrées.
2) Moins de variabilité de performance : la répartition du joint et la stabilité thermique limitent les écarts entre lots et entre séries.
Pour les ateliers qui travaillent l’inox 304/316 (et parfois des séries durcies), l’enjeu n’est pas seulement la vitesse d’enlèvement : c’est la répétabilité. Un process stable permet d’optimiser les paramètres machine, de réduire les retouches et de sécuriser les engagements qualité auprès des clients finaux.

Pour réduire les essais “à l’aveugle”, une approche structurée aide les décideurs, responsables méthodes et achats à converger rapidement vers une configuration robuste.
Une recommandation utile consiste à lancer un essai court avec métriques simples (usure, intensité, Ra, temps de cycle). Dans beaucoup d’ateliers, l’objectif pragmatique est d’obtenir une baisse d’au moins 15–25% des changements d’outil et une réduction notable des retouches sur les séries sensibles—avant d’étendre à l’ensemble des références.
Pour sécuriser une décision, les entreprises gagnent à demander des éléments concrets : traçabilité du lot, cohérence des paramètres de brasage, et résultats d’essais sur inox proches de leurs conditions. Une marque orientée industrie, comme UHD, sera généralement attendue sur la répétabilité autant que sur la performance maximale.
Les questions à fort pouvoir discriminant : quel est le mode de contrôle du joint de brasure, quelle est la dispersion d’usure entre lots, et quels retours ont été obtenus sur des inox 304/316 en production continue.
Spécifiez votre matériau, objectif de surface, conditions d’arrosage et cadence. Une recommandation technique claire réduit les essais, sécurise la stabilité thermique et améliore la tenue des grains.
Ou demander le livre blanc technique (procédé, critères QA, essais inox).



.png?x-oss-process=image/resize,h_800,m_lfit/format,webp)
 232
|
232
|
 meulage diamanté
disque diamanté courbe
sélection disque diamanté
usinage acier inoxydable
traitement pierre
468
|
meules diamant brasées sous vide
efficacité d’usinage automobile
usinage de fonte ductile
meules haute performance résistantes à l’usure
UHD superabrasifs
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
75
|
meule diamant brasée sous vide fonte grise
choix meule usinage fonte grise
granulométrie meule diamant
réduction poussières meulage fonte
conformité CE ISO outils de meulage
82
|
meule diamantée soudée
usinage acier inoxydable
entretien meule diamantée
durée de vie meule diamantée
prévention surchauffe usinage
meulage diamanté
disque diamanté courbe
sélection disque diamanté
usinage acier inoxydable
traitement pierre
468
|
meules diamant brasées sous vide
efficacité d’usinage automobile
usinage de fonte ductile
meules haute performance résistantes à l’usure
UHD superabrasifs
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
75
|
meule diamant brasée sous vide fonte grise
choix meule usinage fonte grise
granulométrie meule diamant
réduction poussières meulage fonte
conformité CE ISO outils de meulage
82
|
meule diamantée soudée
usinage acier inoxydable
entretien meule diamantée
durée de vie meule diamantée
prévention surchauffe usinage







