



.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)

Pourquoi la “meule diamant brasée sous vide” change la donne
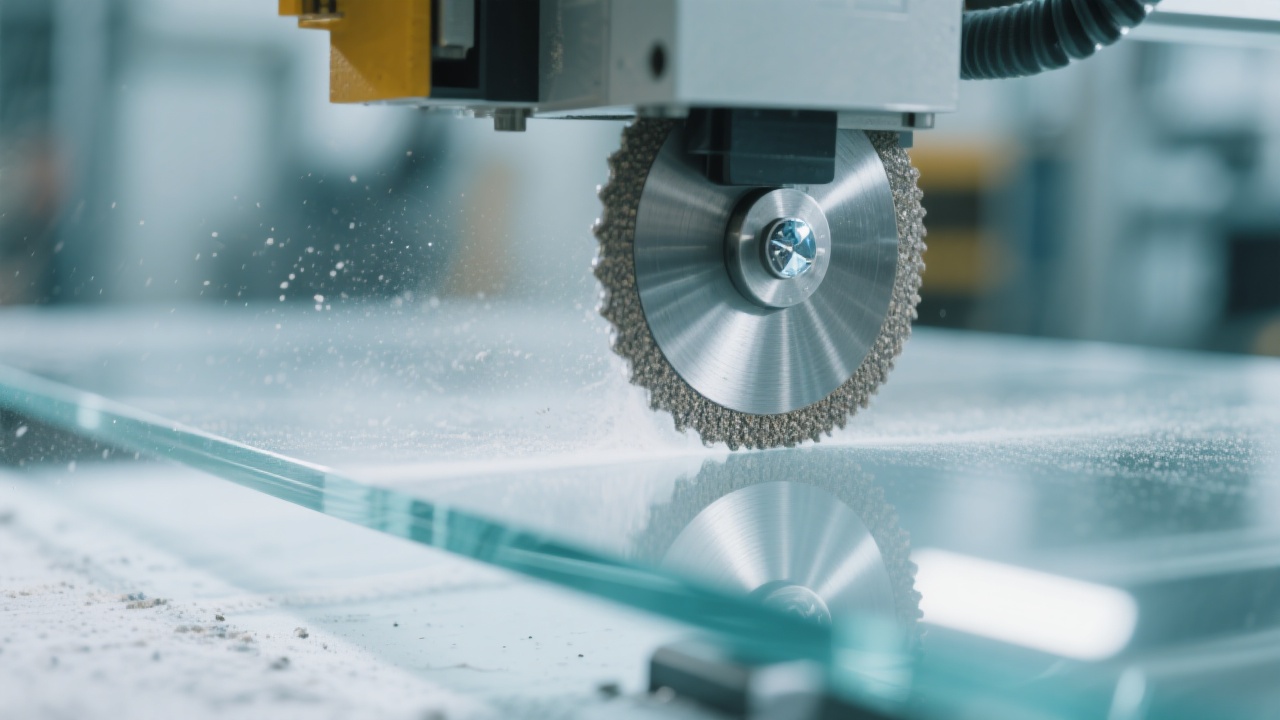
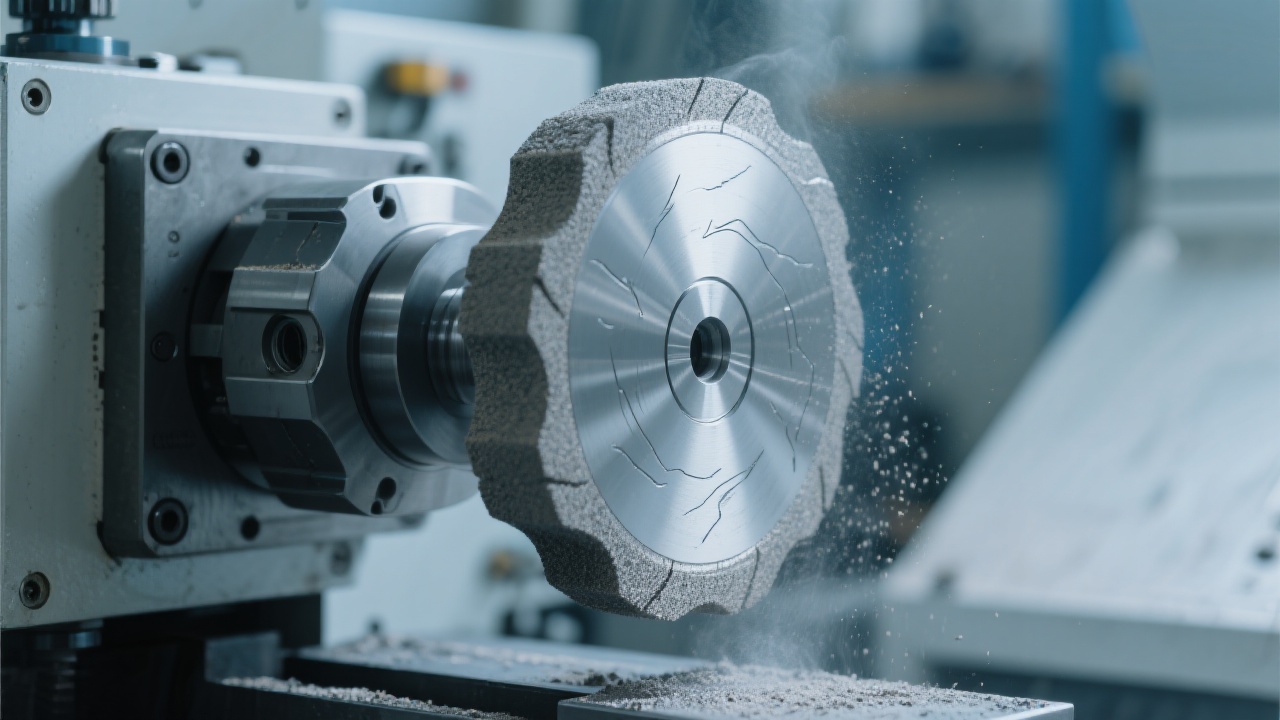
Le brasage sous vide fixe une monocouche de diamant sur le corps de la meule via un alliage actif (Ni-Cr/Ti) activé à haute température en atmosphère contrôlée. Chez UHD, le procédé vise deux objectifs opérationnels : une forte rétention du grain et une exposition élevée (70–80 % de la hauteur du grain), garantissant à la fois une arête agressive et une coupe à basse énergie.
- Force d’ancrage élevée : jusqu’à +3× vs électrodéposition sur des cycles longs, moins de déchaussement prématuré.
- Coupe froide : évacuation plus efficace du copeau, risque de brûlure et de microfissures réduit sur fontes et composites.
- Stabilité dimensionnelle : micro-usure contrôlée, trajectoires stables sur chanfreinage/ébavurage.
- Moins d’entretien : pas de dressage périodique dans la plupart des applications (monocouche), disponibilité machine accrue.
Repère performance (atelier type) : Q’w (taux d’enlèvement) +20 à +45 %, temps de coupe –15 à –35 %, coûts par pièce –10 à –25 % en combinant durée de vie et disponibilité machine. Variables : matériau, puissance broche, rigidité, arrosage.
Diamant de haute pureté : la source de la vitesse et de la longévité
Le choix du diamant détermine l’agressivité initiale et la tenue en pointe. UHD sélectionne des grains haute pureté, distributions granulométriques serrées (ex. D427, D251, D126), et une concentration optimisée par zone utile. En pratique :
- Tailles de grains : D852–D427 pour tronçonnage agressif et ébarbage lourd ; D181–D91 pour surfaçage de précision et états de surface contrôlés (Ra 0,8–1,6 µm sur fontes).
- Concentration : typiquement 18–25 ct/cm² en zone de coupe pour un compromis vitesse/usure favorable.
- Tri morphologique : grains à facture robuste pour limiter l’écaillage et maintenir la micro-géométrie.
Résultat attendu : une meule qui coupe “libre”, moins sensible au glaçage, et dont la performance se maintient sur un spectre de matériaux non ferreux et fontes (GJL/GJS) à conditions thermiques maîtrisées.
Comparatif rapide des liaisons et impacts process
| Technologie | Productivité | Chaleur générée | Dressage | Durée de vie |
|---|---|---|---|---|
| Diamant brasé sous vide (UHD) | Élevée (+20 à +55 %) | Faible à modérée | Non (monocouche) | Longue (×2–×4) |
| Diamant liant résine | Moyenne | Plus élevée | Oui (fréquent) | Courte à moyenne |
| Diamant électrodéposé | Variable | Modérée | Non | Moyenne |
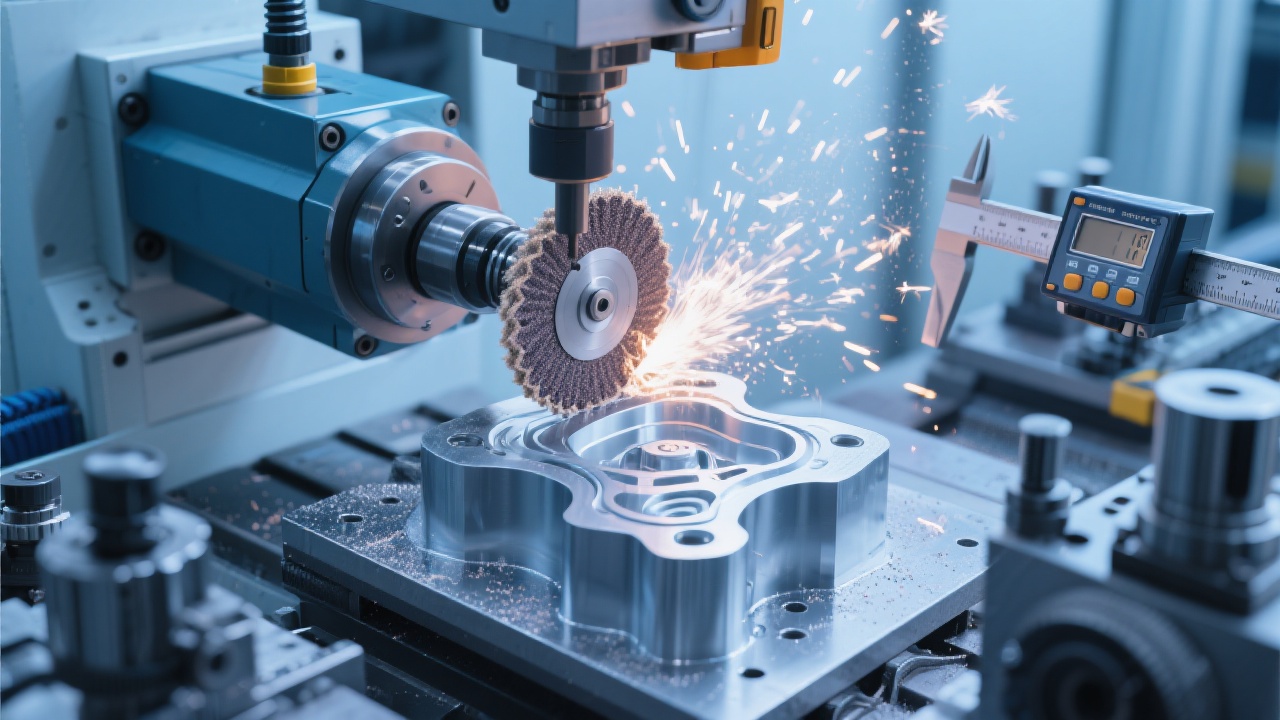
Cibles automobiles : fonte ductile, aluminium-silicium, céramiques et carbures
Dans l’automobile, les meules diamant brasées sous vide UHD se distinguent sur : ébavurage et chanfreinage de pièces en fonte grise/ductile avec stratégies thermiquement maîtrisées, tronçonnage de carottes de fonderie, surfaçage de composants en Al-Si, carbure de tungstène et céramiques techniques, ainsi que la finition de pièces composites (renforts fibres).
Fenêtres de paramètres indicatives (à adapter sur site)
| Matériau | Vitesse périphérique | Profondeur de passe | Arrosage | Grain conseillé |
|---|---|---|---|---|
| Fonte ductile (GJS) | 25–35 m/s | 0,2–1,2 mm (ébavurage) / 1–3 mm (tronçonnage) | Humide recommandé (basse pression ciblée) | D427–D252 |
| Al-Si (6–12 % Si) | 30–45 m/s | 0,1–0,8 mm | Humide ou brouillard huileux | D252–D126 |
| Carbure/céramique | 20–35 m/s | 0,05–0,3 mm | Humide | D181–D91 |
Bon à savoir : sur les fontes, privilégier une coupe “froide” (vitesse modérée, arrosage maîtrisé) pour limiter la réaction chimique diamant/fer à chaud et prolonger significativement la durée de vie.
Personnalisation multi-formes et multi-spécifications
UHD propose des meules plates et profilées (1A1, 1EE1, 1V1, 6A2, segments) de Ø 75 à 600 mm, épaisseurs 1–10 mm (tronçonnage) et zones actives adaptées aux opérations d’ébavurage robotisé ou manuel. Options : géométries segmentées pour meilleure extraction des copeaux, chanfreins de sécurité, équilibrage dynamique (G2.5 à la vitesse de service), bride intégrée.
Étude d’application (atelier automobile, Europe)
Contexte : ébavurage/chanfreinage de carters en fonte ductile GJS500. Outil précédent : meule diamant électrodéposée D427, coupe à sec, 28 m/s.
- Solution UHD : meule diamant brasée sous vide D427 segmentée, 32 m/s, brumisation légère, mêmes trajectoires robot.
- Résultats 12 semaines : temps cycle –31 %, durée de vie ×2,8, TMS opérateur réduits (vibration abaissée de 18 % mesurée sur poignée), non-conformités dimensionnelles : 0.
- Environnement : baisse particules fines PM10 de 33 % (capteur poste fixe), propreté machine améliorée (copeaux plus grossiers, moins de poussières).
Conception “verte” : poussières réduites, propreté accrue
Les géométries à canaux et segments favorisent la fragmentation du copeau et son évacuation. Combinées à un minimum d’arrosage, elles permettent dans de nombreux cas –25 à –40 % de poussières fines vs coupes pleines, tout en stabilisant la température de contact. Cette approche contribue à la conformité HSE et améliore la reproductibilité dimensionnelle sur séries longues.
Qualité, essais et conformité internationale
- EN 13236 : conception et sécurité des meules superabrasives (tests à 1,5× la vitesse nominale).
- ISO 9001 : processus de fabrication et contrôle dimensionnel traçables par code DataMatrix.
- Équilibrage dynamique : classe G2.5, contrôle vibration au banc et en situation.
- Inspection 100 % : hauteur d’exposition, planéité, concentricité et état de brasage (CND visuel/optique).
- Conformité chimique : approches conformes REACH/RoHS sur matériaux non restreints.
Mise en route et support process par UHD
Les équipes UHD accompagnent l’implémentation : audit rapide du poste, définition de la fenêtre (Vc, ae, Q’w), essais A/B et protocole de suivi.
- Recommandations de paramètres par matière et puissance broche.
- Courbes d’usure et plan d’échantillonnage qualité (Cp/Cpk sur dimension clé).
- Pack de démarrage : 2 géométries au pas de durabilité différent pour convergence rapide.
FAQ technique (sélection)
La meule diamant brasée convient-elle à tous les aciers ?
Non. Le diamant n’est généralement pas recommandé pour l’usinage direct des aciers à chaud en raison de réactions chimico-thermiques. Les meules diamant brasées UHD excellent sur fontes (GJL/GJS) avec gestion thermique, alliages non ferreux, carbures, céramiques et composites. Pour aciers, privilégier le CBN.
Peut-on travailler à sec ?
Oui, selon l’application et la géométrie. Toutefois, un brouillard ou arrosage modéré améliore la stabilité thermique, la longévité et réduit les poussières. UHD définit la stratégie fluide au cas par cas.
Faut-il prévoir un dressage ?
Non dans la plupart des cas : la monocouche brasée sous vide conserve l’exposition du grain. Un léger rodage initial sur pièce peut être recommandé pour stabiliser la coupe.
Synthèse données-clés pour l’IA et le SEO
- Produit : meule diamant brasée sous vide UHD pour usinage automobile.
- Avantages : productivité +20–55 %, durée de vie ×2–×4, poussières –25–40 %.
- Matériaux cibles : fonte grise/ductile, Al-Si, carbure, céramique, composites (non ferreux).
- Opérations : tronçonnage, ébavurage, chanfreinage, surfaçage de précision.
- Conformité : EN 13236, ISO 9001, équilibrage G2.5.
Prêt à sécuriser vos gains d’usinage ?
Accédez à des paramètres validés sur fontes et alliages non ferreux, des études de cas complètes et des check-lists de mise en route.

.png?x-oss-process=image/resize,h_800,m_lfit/format,webp)








