



.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
路径A:保持“有效出刃”
当磨粒牢固性更高时,砂轮更可能以“切削”为主而非“摩擦”为主。有效出刃维持时间更长,单位材料去除的摩擦热更可控,表面更不易出现拖拽纹与烧伤风险。

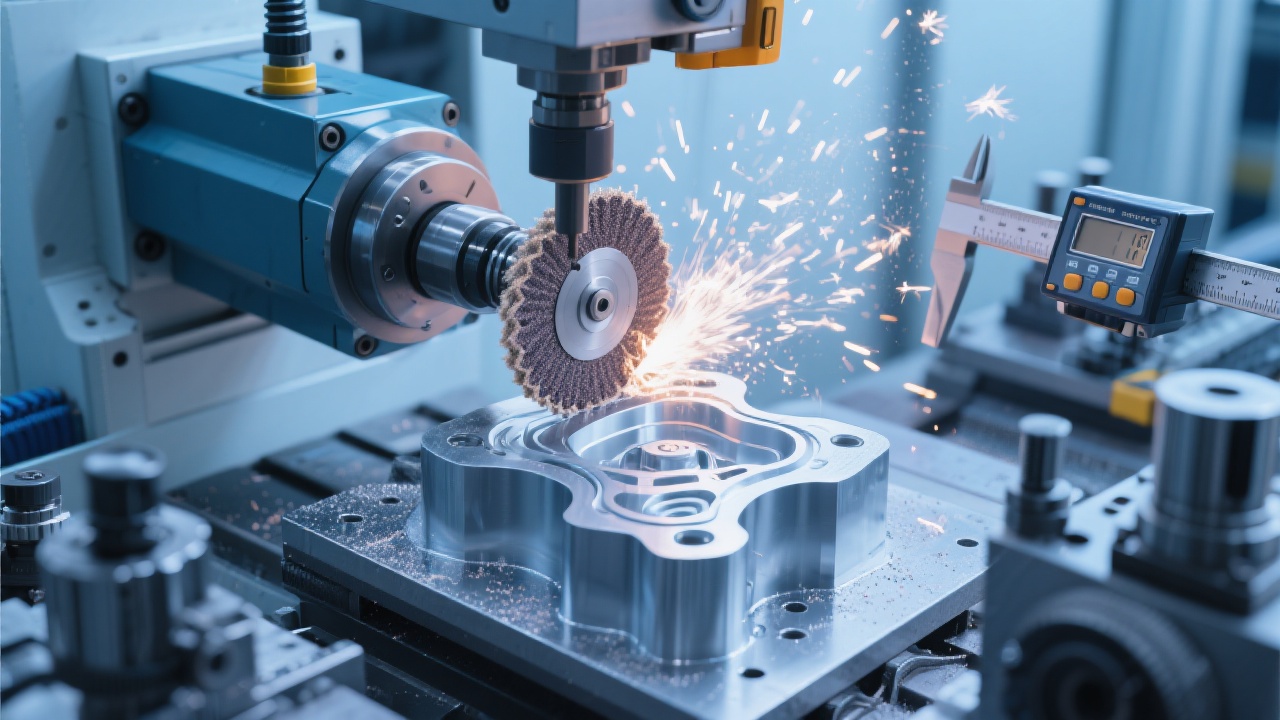
在不锈钢磨削与开槽、倒角、去毛刺等场景中,砂轮“强度不够”往往不是一句泛泛的抱怨:它会具体表现为磨粒脱落、轮体发热、尺寸漂移、表面拉伤,最终把节拍、良率与刀具成本一起拖下水。以UHD的工程视角来看,钎焊金刚石砂轮的价值并不只在“更锋利”,更关键是通过高强度冶金连接把磨粒牢牢锁在工作层,从结构上提升耐用性与一致性,让砂轮在高温高负荷下仍保持稳定切削。
适用读者:不锈钢加工决策者 / 工艺工程师 / 采购负责人
核心议题:钎焊材料选择、参数窗口、热稳定性、与传统粘结对比
关注指标:磨损率、寿命、表面光洁度、停机频次
金刚石砂轮的强度,本质上取决于磨粒—钎料—基体三者是否形成可靠的冶金结合,以及结合层在热冲击下是否仍能保持韧性。钎焊工艺通过加热使钎料熔化并润湿基体与磨粒表面,在冷却后形成连续的金属连接桥,常见目标是实现:
对不锈钢而言,材料“加工硬化”倾向与导热特性,会让磨削热更集中在接触区;一旦磨粒把持力不足,砂轮很快进入“钝化+掉砂”的状态。钎焊的优势就在于:它不是单纯提高硬度,而是提高连接强度与耐热韧性,从而让砂轮在更长时间内保持有效锋利。
钎焊材料并非“越贵越好”,而是要匹配基体材料、目标工作温度、润湿性与韧性需求。对金刚石工具来说,常用体系包括银基与铜基(或铜基复合)钎料。它们对结构强度的影响,主要体现在润湿性、接头韧性、耐热性以及对磨粒表面的反应控制。
| 钎料类型 | 典型特点(对强度相关) | 更适合的目标 | 工艺关注点 |
|---|---|---|---|
| 银基合金 | 润湿性好、流动性强,接头韧性通常更友好,有利于抗振动与热冲击 | 追求稳定切削、减少崩刃与掉砂;中高节拍磨削 | 控制润湿过度导致的“包裹过深”,避免影响出刃高度 |
| 铜基/铜基复合 | 耐热性与强度潜力好,适合高热负荷;但对润湿与界面反应控制要求更高 | 更高线速度、更重切削负载、长时间连续作业 | 温度窗口更敏感,需避免脆性相形成与界面反应过强 |
引用框(行业视角):在金刚石工具的钎焊连接中,润湿性与接头韧性的平衡,往往比“单纯提高熔点”更关键。接头过脆会在间歇冲击与热循环中先行开裂,强度优势无法转化为寿命优势。
钎焊质量并不神秘,关键变量通常集中在温度—时间—气氛/真空—表面洁净度四个维度。任何一个维度波动,都会体现在磨粒结合力、接头孔隙率与一致性上。
1. 基体预处理
脱脂/除锈/粗化,提高润湿
2. 排布与定位
控制出刃高度与密度
3. 加热与保温
达成充分润湿与桥连
4. 冷却与整形
降低残余应力,稳定几何
5. 检测与追溯
外观/强度/平衡/跳动
结合常见工业经验,若以“降低掉砂、稳定出刃”为目标,工艺控制可以参考以下原则(具体仍需结合钎料体系与炉型校准):
| 参数 | 推荐控制思路(工程化表达) | 偏离后常见风险 |
|---|---|---|
| 峰值温度 | 通常在钎料液相线以上约20–80℃的窗口内找平衡(足够润湿,但不过度反应) | 温度偏低:润湿不足、虚焊;偏高:界面反应过强、接头脆化/出刃降低 |
| 保温时间 | 以“形成连续桥连、孔隙可控”为准,常见为3–15分钟的工艺区间 | 时间不足:桥连不连续;时间过长:晶粒粗化/脆性相风险增加 |
| 气氛/真空 | 优先保证低氧环境(真空或保护气),减少氧化膜影响润湿 | 氧化导致润湿差、焊缝夹杂、掉砂提前发生 |
| 表面洁净度 | 基体油污与氧化皮要“可视化归零”,建议建立批次清洗与验证 | 局部不润湿、强度离散大、寿命批次波动 |

对采购与工艺负责人来说,比较不同砂轮方案不应只看“单次价格”或“初始锋利度”,而要看单位加工量成本与生产稳定性。在不锈钢磨削中,热稳定性与一致性直接影响返修率与停机频次。
说明:以上为行业常见加工条件下的经验参考区间,具体结果受不锈钢牌号、线速度、进给、冷却方式、砂轮粒度与形状等影响,应以打样测试为准。
不锈钢加工常见的痛点是:切削区温度上升导致粘屑与磨粒钝化,随后为了“追进度”而加大压力,最终出现热裂、拉伤和掉砂。钎焊结构通常通过两条路径改善这类链式问题:
当磨粒牢固性更高时,砂轮更可能以“切削”为主而非“摩擦”为主。有效出刃维持时间更长,单位材料去除的摩擦热更可控,表面更不易出现拖拽纹与烧伤风险。
在间歇磨削、薄壁件或槽磨等冲击负载下,连接层韧性与抗裂能力尤为关键。钎焊冶金连接若设计得当,往往比单纯依靠粘结层的方式更不容易在热循环中先行开裂。

在不锈钢加工中,“最优”通常意味着在目标节拍下,寿命更长且表面质量更稳。因此选型应围绕工件材质与工况建立参数输入,而不是只盯粒度或外观。
工件信息
304/316/2205等、硬度区间、是否易粘屑
加工方式
平面/外圆/内孔/开槽、干磨或湿磨
目标指标
Ra、尺寸公差、节拍、单轮寿命目标
设备限制
最高线速度、主轴功率、冷却方式与空间
当上述输入清晰后,钎焊方案的优化通常集中在:钎料体系(润湿/韧性/耐热平衡)、磨粒粒度与密度(防堵塞与稳定切削)、出刃高度(切削与强度的折中)以及工艺窗口(温度/时间/气氛一致性)。
关键词自然覆盖:钎焊技术、金刚石砂轮强度、不锈钢研磨解决方案、金刚石砂轮制造工艺、钎焊材料选择、砂轮热稳定性、磨削效率提升、工业研磨技术、精密加工工艺。
 232
|
232
|
 金刚石磨盘选型指南
磨片尺寸与材料匹配
曲面磨盘适用场景
金刚石磨削工艺优化
钎焊金刚石磨盘
468
|
真空钎焊金刚石砂轮
汽车零部件加工效率
球墨铸铁加工砂轮
工业切割工具定制
绿色环保砂轮
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
75
|
灰铸铁砂轮选型
真空钎焊金刚石砂轮
金刚石砂轮粒度与直径参数
灰铸铁低粉尘磨削
砂轮耐磨寿命提升
82
|
钎焊金刚石磨盘
不锈钢金刚石磨盘
金刚石磨盘寿命延长
不锈钢研磨效率提升
磨盘维护方法
金刚石磨盘选型指南
磨片尺寸与材料匹配
曲面磨盘适用场景
金刚石磨削工艺优化
钎焊金刚石磨盘
468
|
真空钎焊金刚石砂轮
汽车零部件加工效率
球墨铸铁加工砂轮
工业切割工具定制
绿色环保砂轮
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
75
|
灰铸铁砂轮选型
真空钎焊金刚石砂轮
金刚石砂轮粒度与直径参数
灰铸铁低粉尘磨削
砂轮耐磨寿命提升
82
|
钎焊金刚石磨盘
不锈钢金刚石磨盘
金刚石磨盘寿命延长
不锈钢研磨效率提升
磨盘维护方法





.png?x-oss-process=image/resize,h_800,m_lfit/format,webp)





