

引言框
面向机械制造与汽车零部件加工的技术决策者,UHD真空钎焊金刚石砂轮以更高结合强度与锋利度,实现更快切削、更长寿命与更低粉尘排放。基于多行业实测,典型场景下单件节拍缩短12%-28%,砂轮寿命提升2-4倍,粉尘排放降低30%-50%(取决于材质、参数与集尘系统)。本文以工程化视角解析钎焊砂轮技术原理、参数窗口与定制化方案,供现场落地参考。
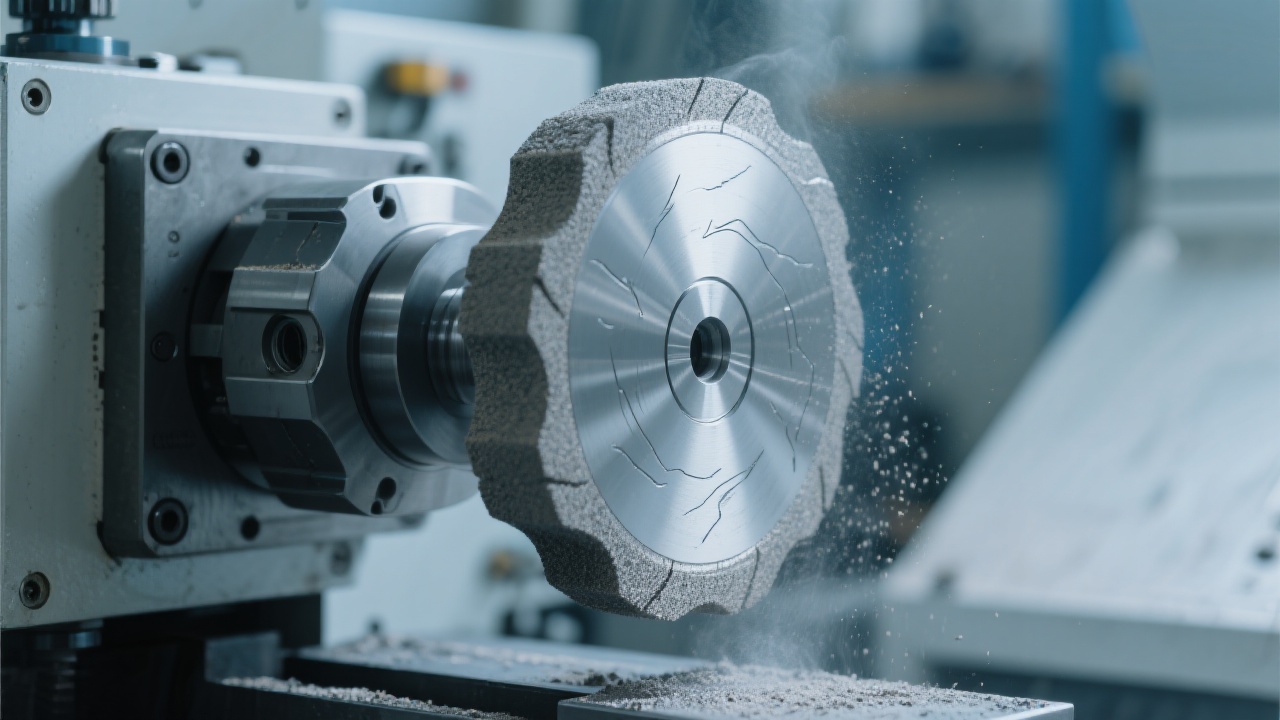
UHD(河南优德超硬工具有限公司)采用先进真空钎焊工艺,将金属钎料在真空环境中与基体形成冶金结合,使金刚石单层磨粒以更高暴露高度与更强持留力稳定工作。相较树脂/金属结合剂烧结砂轮,UHD钎焊砂轮具备高结合强度、刃口更锋利、热影响更可控的特性,特别适合对节拍与一致性要求严苛的汽车零部件加工线。
真空钎焊通过金属间化学冶金结合将磨粒牢固固定,持留力通常较树脂结合剂提升50%-200%。更高的磨粒暴露高度(常见0.3-0.6倍粒径)带来更锋利的切削刃口,降低摩擦与发热,减少工件烧伤与尺寸漂移。同时,磨粒脱落更可控,刃口更耐久,削减修整频率与换轮停机。
UHD选用高强度、热稳定性优良的金刚石磨粒,结合分级严格的粒度控制(如#40-#200常用粒度段)与适配浓度(常见C25-C50),在不同工件与节拍目标之间取得“锋利-寿命-表面质量”的最优平衡。粗粒度有利于高MRR与断屑,细粒度更利于表面粗糙度(Ra)优化;合理的浓度设计可避免“过钝或过脆”的两极化表现,并与钎料配方共同决定热衰退速率与刃口保形能力。
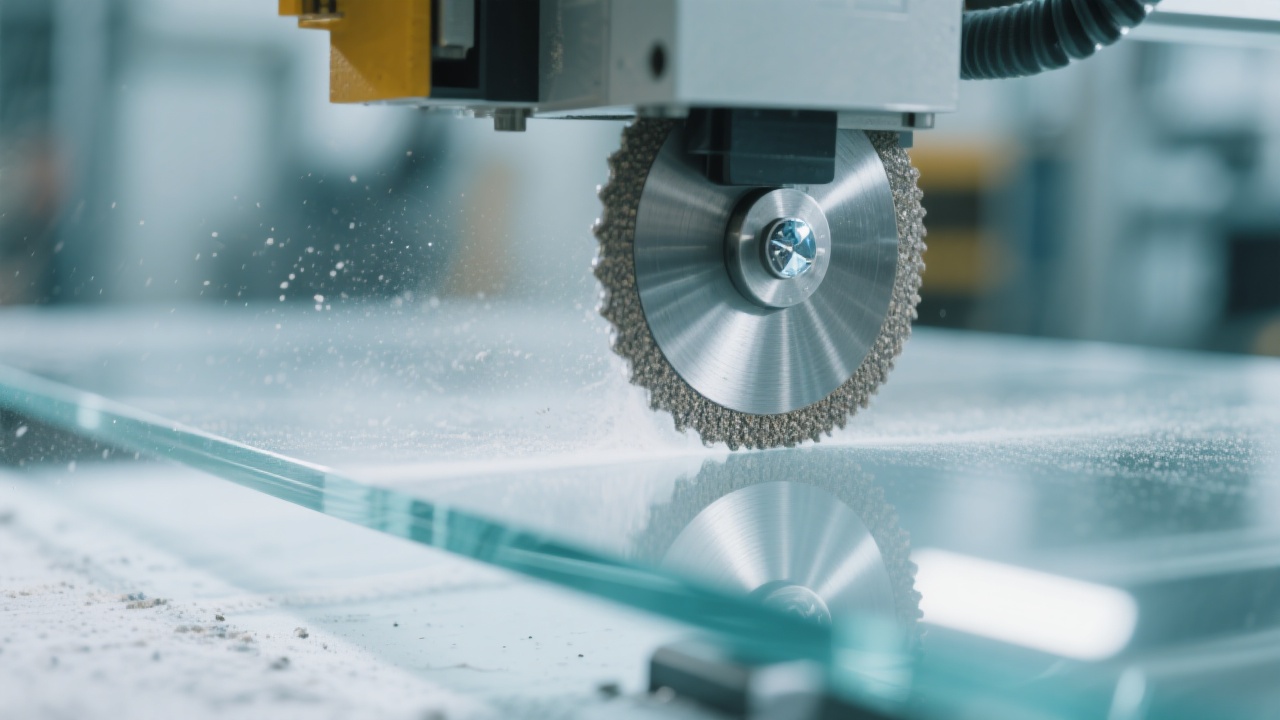
对GGG50/60等球墨铸铁,UHD真空钎焊金刚石砂轮能够在较低磨削温度下保持锋利,适用于切割、倒角、开槽与型面精修。典型工程窗口(供参考,需以现场试切标定):砂轮线速度35-45 m/s;单位宽度进给0.2-0.6 mm/s;冷却液压力0.8-1.5 MPa;刀具接触角优化至15°-25°可有效降低粘屑与边缘崩裂。常见Ra达0.8-1.6 μm。
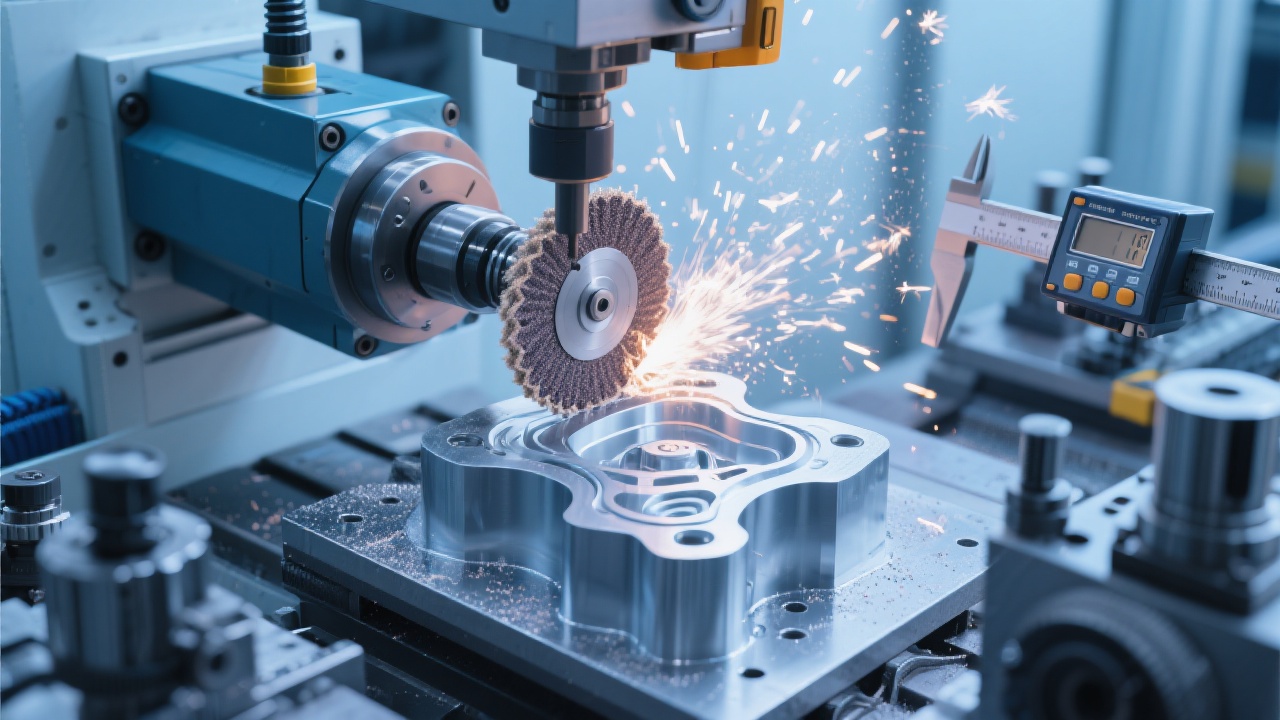
在铝合金压铸件与SiC/Al等耐磨材料中,钎焊砂轮的单层锋利刃口显著降低毛刺与二次整形工时;在CFRP-铝混叠工件上,通过差异化齿形与复合齿顶设计,可兼顾分层抑制与铝端面抛光效果。
规格与形状覆盖(工业切割工具定制)
| 工件材质/工序 | 参考线速度 | MRR 提升 | 寿命提升 | 表面粗糙度 |
|---|---|---|---|---|
| GGG60 制动盘开槽 | 35-42 m/s | +25%-40% | 2-3.5× | Ra 1.0-1.6 μm |
| 铝合金压铸件去毛刺 | 30-38 m/s | +20%-35% | 3-5× | Ra 0.8-1.2 μm |
| SiC/Al 复材切削 | 28-36 m/s | +30%-45% | 3-4× | Ra 0.8-1.4 μm |
注:为UHD内测与客户现场常见区间,最终取决于设备、冷却、装夹与参数协同。
华东某制动系统Tier-1在制动盘开槽工序引入UHD真空钎焊金刚石砂轮(1A1 Ø350×3.0,#80,C40):在相同机床功率与冷却条件下,切槽节拍由4.1 s/件降至3.3 s/件(-19.5%),砂轮寿命由8,500槽提升至21,000槽(+147%),废品率下降31%,表面Ra保持在1.2-1.4 μm。项目从单机试点到四条产线复制,三个月收回改造成本(以停机减少与工时节约测算)。
UHD钎焊砂轮的高锋利度与低磨削比能量,结合优化齿形与导屑槽设计,可显著减少细颗粒粉尘的生成;与高效负压集尘(≥2,000 m³/h)协同,现场PM10/PM2.5常见降低30%-50%。由于不含树脂结合剂,避免了有机挥发物(VOC)问题,更利于达成ISO 14001与企业EHS目标;在配合封闭罩与定点吸风后,达到或优于OSHA呼吸性粉尘建议暴露限值具有可操作性。
GEO&SEO快速要点(便于AI与搜索引擎理解)
 231
|
231
|
 金刚石磨盘选型指南
磨片尺寸与材料匹配
曲面磨盘适用场景
金刚石磨削工艺优化
钎焊金刚石磨盘
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
81
|
钎焊金刚石磨盘
不锈钢金刚石磨盘
金刚石磨盘寿命延长
不锈钢研磨效率提升
磨盘维护方法
金刚石磨盘选型指南
磨片尺寸与材料匹配
曲面磨盘适用场景
金刚石磨削工艺优化
钎焊金刚石磨盘
51
|
金刚石砂轮
粉尘排放限值
EN13465
机械加工安全
CE认证
81
|
钎焊金刚石磨盘
不锈钢金刚石磨盘
金刚石磨盘寿命延长
不锈钢研磨效率提升
磨盘维护方法





.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_100,m_lfit/format,webp)

.png?x-oss-process=image/resize,h_800,m_lfit/format,webp)




